The gantry is mostly a giant section of 80-160 T slot extrusion with a few plates, rails, and box tube bolted to it. The plates were a challenge to machine despite their simple features because it took multiple setups to fit them within the working envelope of my mill. It took two people to lift the gantry onto the base when it was done, but it is extremely satisfying to see such a large, moving part of the machine come together!
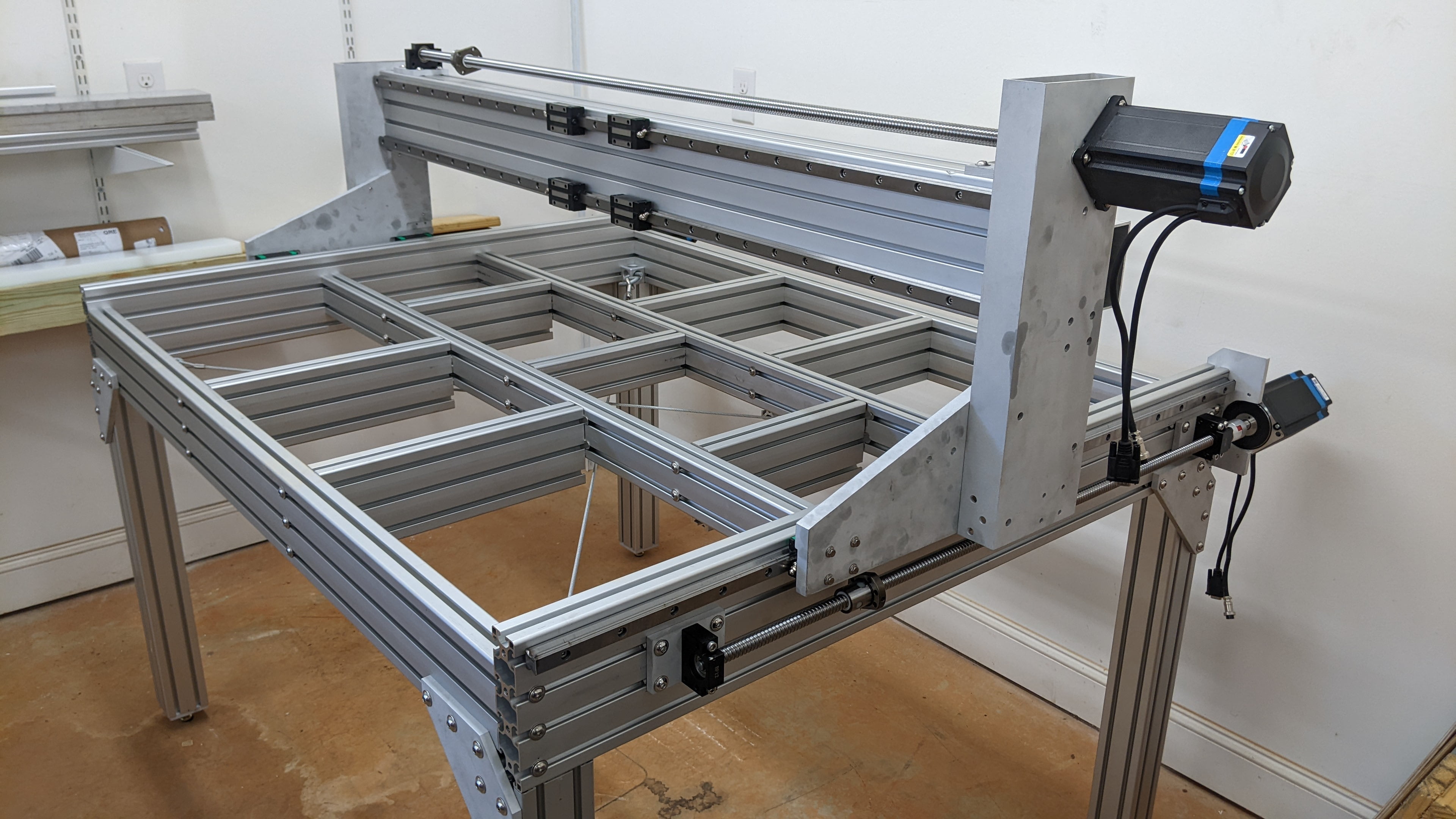
The gantry is made up of a large t slot beam that spans the width of the machine, and two vertical assemblies that support the beam over the bed.
Gantry Risers
Each side of the gantry is supported by a ‘riser’ that connects the gantry beam at the top to the bearings on the base. Each riser is made up of a plate, tube, and ball nut mount that all get bolted together.
The plates are a mirrored pair (with a few extra features on one side for the cable chain and limit switches to mount to) made out of 3/4″ thick, 10″ wide aluminum. They were just barely too big to fit on my mill in one setup, but I was able to machine all of the important locating features in the first setup. The bearings and homing switch flag mount to a nice, machined surface, while everything else mounts to the roughly finished faces. The ‘top’ and ‘back’ of the plate are machined in order to create a reference surface for mounting the gantry beam. And of course, there are plenty of holes (some of them threaded) throughout the plate! The long diagonal edge just got cut on the bandsaw, then sanded down.





The tubes are fairly simple. All of the holes are just clearance holes for fasteners that screw into the plate or the ball nut mount. Most of the holes were easy to bang out on the drill press, but for a few tightly spaced holes (like the ones that line up with the bearing), wide holes (like the motor shaft clearance hole), or long holes (like the ball nut mount connecting and tool clearance hole) I used the mill. I ended up sand blasting the tubes just to make them match everything else.



The ball nut mounts were interesting to machine because the important datum feature was an inside corner (requiring a few setups in the vise) and it had one very large hole that came close to the edge (which prevented me from using parallels in the right way). I started by bandsawing the profile (but without the 10mm chamfers so I had more to grip in the vise) then cleaning up all of the edges on the mill. Next, I clamped it in the vise face-up and drilled all of the holes, ending with the large hole that the nut passes through. This was fun because I hadn’t used a boring bar before – and it was anything but boring! After drilling all of the holes I tapped some, cut the chamfers out on the bandsaw, filed, and sandblasted the part.



Bolting together the parts was simple enough. The ‘back’ and ‘bottom’ edges of the plate serve as the reference for where to connect the tube. Some of the bolts are fairly deep into the tube, but by holding them in place with some pliers and using the tool access holes they go in fairly easily. The bearings get pushed up against the reference lip on the plate before being bolted down to ensure that they line up with each other. After they were assembled, the risers were slid onto the rails already mounted to the base.



Gantry Beam
The large T slot extrusion was prepared by threading the end holes in each side. The large box tube section was prepared by having a bunch of clearance holes drilled through it on the bandsaw so that it could be mounted to the extrusion. Again, by using pliers to hold the bolt and sticking the tool through the access hole the interior holes of the tube were able to be connected to the extrusion. The linear rails were bolted to the ‘front’ of the beam and dialed in to be extremely parallel to each other, as well as the ‘bottom’ of the extrusion (which rests on the riser plates). Finally, the ball screw and its supports were added to the ‘top’ of the extrusion.




The gantry beam was extremely heavy, so with some help I moved it over to the machine and dropped it on the top of the risers. The bottom of the extrusion rests on the risers (and can later be shimmed to level the beam) while the ‘front’ face of the gantry tube contacts the ‘back’ face of the riser tubes to set the depth of the beam. The beam is secured by screws that go through the riser tube and into the ends of the extrusion, which again were easiest to install with the help of pliers. After securing the beam the X Axis motor was added to the cable-side riser tube and connected to its ball screw. Finally, the Y axis ball nut mounts were slid over their screws, mounted to their nuts, and bolted to their risers.



Time and Cost
Despite being a much simpler assembly than the base, this step of the build took longer to execute. I logged 23 hours working on the gantry, although more than half of that was time spent machining the two plates. The ball nut mounts also took a decent amount of time to machine, but the two tubes were fairly easy. Overall, it was just a few hours of actually assembly and the rest was fabrication. Purchasing the riser plates and even the ball nut mounts would save a ton of time on the build.
The giant 80-160 extrusion was a big cost driver at $290 alone! However, the support tube bolted to the gantry beam was only $65. The stock for the riser plates was $55 each (and the ball nut mount was made from the scraps), while the riser tubes were $120 combined (because they are 3/16″ thick 6061 unlike the beam tube which is 1/8″ thick 6063).
The ball screw kit was $215, and the linear rails were $280. Note that the rails were fairly expensive for their size (20mm x 1600mm) because it is way less common than 1500mm or 2000mm lengths. Shopping around or even cutting down a longer set might save some money. If you add in another $70 for assorted hardware it comes out to $1150 total for the gantry assembly. This doesn’t include motors, sensors, cable trays, or anything else from the controls side. There are still a few little bits missing, like the urethane hard stops and the limit/home switch flags but they don’t add up to much.
If you add this up with the cost of the base and stand the running total is now $2725. This is starting to look really good when compared to the Avid CNC, so long as the spindle assembly and controls don’t break the budget!