Cutting aluminum T-slot and box tubing to length then adding holes, threads, and other features.

Cut List
T Slot Extrusion
- 1 x 80160 x 1610mm CNCR-GANT-TSE-BEAM ()
- 4 x 8080 x 720mm CNCR-STAND-TSE-LEG ()
- 2 x 40160 x 1220mm CNCR-BASE-TSE-RM ()
- 2 x 40120 x 1440mm CNCR-BASE-TSE-OM ()
- 4 x 40120 x 380mm CNCR-BASE-TSE-OBM ()
- 2 x 40120 x 300mm CNCR-BASE-TSE-IBM ()
- 2 x 4080 x 1440mm CNCR-BASE-TSE-IM ()
- 1 x 4080 x 300mm CNCR-BASE-TSE-CBM ()
- 1 x 4080 x 212mm CNCR-CAR-TSE-LPS ()
- 1 x 4080 x 175mm CNCR-CAR-TSE-ECM ()
- 1 x 4080 x 175mm CNCR-BASE-TSE-ECM ()
- 1 x 4080 x 130mm CNCR-GANT-TSE-ECM ()
- 1 x 4040 x 250mm CNCR-SPIN-TSE-HSM ()
- 1 x 4040 x 115mm CNCR-CAR-TSE-SPS ()
- 2 x 2040 x 225mm CNCR-CAR-TSE-SS ()
- 3 x 20-1020 x 200mm CNCR-SPIN-TSE-AM ()
Box Tubes
- 1 x 4″x4″x1/8″ (100x10x3 mm) x 1626mm CNCR-GANT-ECM ()
- 1 x 2″x6″x3/16″ (50x150x5 mm) x 500mm CNCR-GANT-RT () CABLE Configuration
- 1 x 2″x6″x3/16″ (50x150x5 mm) x 400mm CNCR-GANT-RT () FREE Configuration
- 1 x 1.5″x3″x1/8″ (40x80x3 mm) x 1510mm CNCR-STAND-BS ()
- 2 x 1.5″x3″x1/8″ (40x80x3 mm) x 1210mm CNCR-STAND-SS ()
- 1 x 1.5″x3″x1/8″ (40x80x3 mm) x 170mm CNCR-CAR-ECM ()
Cut To Length
Use a miter saw (with aluminum compatible blade) or horizontal bandsaw to cut extrusion to length. Mind the kerf of the blade when you make the cuts to ensure an accurate length. For some parts, an asymmetric tolerance is given (+1/-0 or +0/-1) to ensure a proper fit in its assembly (the gap will be made up with shims).
Consider getting the longer extrusions cut-to-length by the supplier. Full length extrusions can be over 10 feet long, so if you need to cut the extrusions down to size for transport or mail delivery anyway, you might as well get them cut to their final length by the supplier.

Thread T-Slot Ends
Start by using a drill bit to open up the low tolerance hole in the extrusion so ensure that it is not too tight for the tap. Using cutting fluid, tap any holes that require a thread based on their drawing. Some of the threads are quite deep (3-4 x diameter) to allow a large engagement or common hardware. Power tapping with a drill may be possible, but a mistake could damage the extrusion or tap. Be sure to clean out the chips from the hole before installing any hardware.

Drill Holes
For most holes, marking their location with a machine square and scribe is accurate enough to achieve the tolerances listed on the drawings. Using a paper template or an indexing table from a mill can make the process go faster.
For symmetrical (mirrored) or identical parts consider ‘match drilling’ the parts as a pair to ensure good alignment.
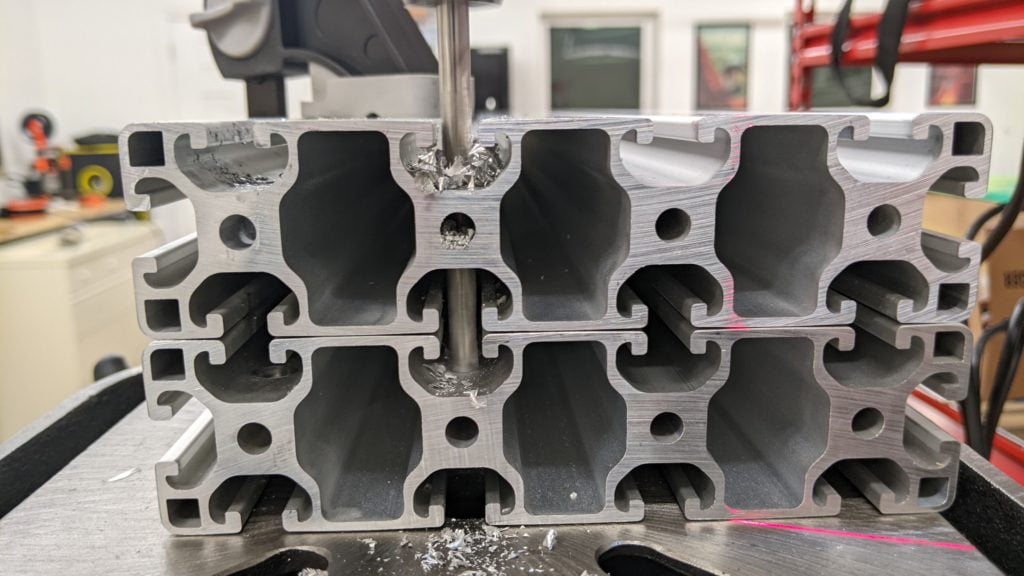
When drilling through a tube, using a drill press can help line up concentric holes on opposite walls.

For larger holes, you can use a step drill bit, hole saw, or boring bar to achieve the desired size.

Deburr
Saw cut edges can come out with a fairly rough surface. A file or edge deburr tool should be used to remove any of the burrs or flashing left over on the cut edge.
The back of a drilled hole, especially on the box tubes, can often have debris, flashing, and burrs attached. An edge deburr tool or rotary deburr tool should be used to clean up the edge and make sure other features can sit flush to the external face of the hole.